| Flavors Technology Incorporated |
PIM/Paracell Application Notes |
|
|
|
MAS Dynamic Load Balancing |
Using today's technology, failure of a single robot in a manufacturing line forces the entire line to stop, even though other robots may be physically capable of filling in for the failed device. The Manufacturing Agility Server (MAS) Project is developing new Operation Reassignment technology that will re-assign tasks from failed robots to other capable robots in real-time in order to maintain line productivity.
Dynamic Load Balancing (DLB) is a by-product of MAS development and is described herein as the initial application of the MAS technology.
Currently when designing a robotic body welding production line, general process time estimates are used to assign balance operations to specific robots. This assignment is done such that overall production rates can be achieved with all stations operating at near maximum capacity. Robot motion simulation programs, like Deneb's IGRIP, are used to verify robot reach and cycle time. Path planning, and the assignment of the specific tasks a given robot will perform are influenced by a number of characteristics such as the robot's tooling, the throat of the weld head, the physical characteristics such as hoses, distance from the weld, etc. However, there are shortcomings to this method when the device system is placed in service in the field.
When deployed, conditions in the field are different than the design model in the simulation. As a result, there is always some reprogramming required to make up the difference between design and as-built. In the course of this reprogramming, actual cycle times and the load balance of the line change. Generally, the initial production rate and throughput of the line are below the design target.
When the as-built production line does not meet production targets, engineers need to be able to identify bottleneck robots and reduce their cycle time. Once bottlenecks have been identified, weld operations are moved from one robot to another as a means of balancing the line to maximize throughput.
The process to determine which operations to move and where to move them in order to improve production capacity is complicated by the following factors:
- A desire to make the fewest number of changes
- A desire to minimize the complexity of those changes (e.g., prefer not to change weld gun style)
- Robot motion times will change in both the source and destination paths
- Matching large number of operations to large number of devices is combinatorially complex
Production line changes often require that a line be re-balanced. An engineering change to add welds may result in sub-optimal production rates if they are assigned to robots based on typicalprojected, rather than actual, cycle times.
MAS Dynamic Load Balancing will aid engineers to re-assign weld operations to improve production capacity.
Dynamic Load Balancing differs from Operation Reassignment (OR) in that it takes place off-line and is not done automatically in response to device failure. However, it is similar to Operation Reassignment in that operations are assigned to devices based on optimizing cycle-times, minimizing tool changes, and maintaining throughput. Where Operation Reassignment is applied specifically in the case of device failure on an operational line, Dynamic Load Balancing can be can be used in greenfield plants, retrofit lines, or on operational lines to improve throughput.
At the core of both OR and DLB is a common computational problem. The advent of DLB as an application of MAS technology packages the MAS-developed technology in a way that it can significantly benefit industry in the near term.
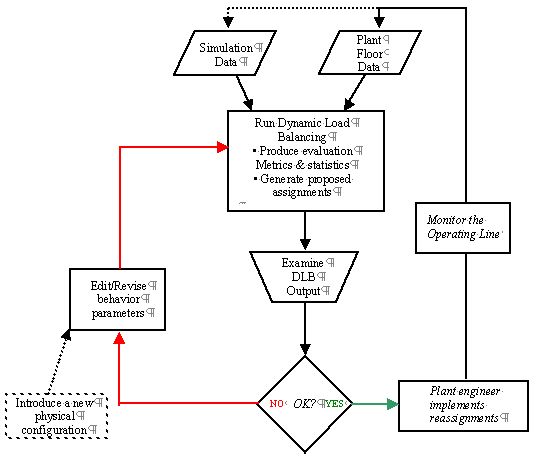
The flowchart below provides an overview of DLB operation. Data are fed into the MAS DLB. The system will suggest operation reassignments with improvement metrics. Plant floor engineers or integrators can evaluate this information and play "what if" scenarios to see how different configurations of operations can effect the throughput and efficiency of the line. As revisions are made, balancing is re-executed showing results in real-time. Once the user is satisfied, the balancing run results can be fed back into the robot simulation, or the operation reassignments can be downloaded to the devices. Over time, new physical line configurations can be introduced as an external input to the simulation.
Whether applied to a new or existing line, Dynamic Load Balancing will deliver an improvement in the operation of the line. Changes can be made more easily with the objectives of increasing productivity and maximizing throughput, while minimizing the associated costs. Further, both end-users and systems integrators will gain a better understanding of the relationship between simulation and implementation.
Background
The Manufacturing Agility Server project is a National Institute for Science and Technology (NIST) Advanced Technology Program (ATP) project funded under the Motor Vehicle Manufacturing Technology (MVMT) focused program. Flavors Technology is the prime contractor on the project, which includes team members from the Industrial Technology Institute, General Motors, Rockwell/Allen Bradley, Lamb Technicon, and the Auto Body Consortium.
The main thrust of the MAS project is to develop a real-time reassignment technology to dynamically reassign failed operations on a production line that is made up of devices with similar capabilities. For example, on an automotive welding respot line, many of the robots making up the line have overlapping capabilities. In the event of a robot failure, the MAS would reassign that robot's operations to other capable robots, thus enabling production to continue while repairs are made to the failed device.
|
|
Flavors Technology,
Inc. |
